



联系我们

护栏不锈钢立柱有实力有经验
更新时间:2024-12-26 18:52:29 浏览次数:16 公司名称:聊城 金立恒金属制品有限公司
| 产地 | 山东 |
|---|---|
| 品牌 | 金立恒 |
| 用途 | 道路,市政,桥梁 |


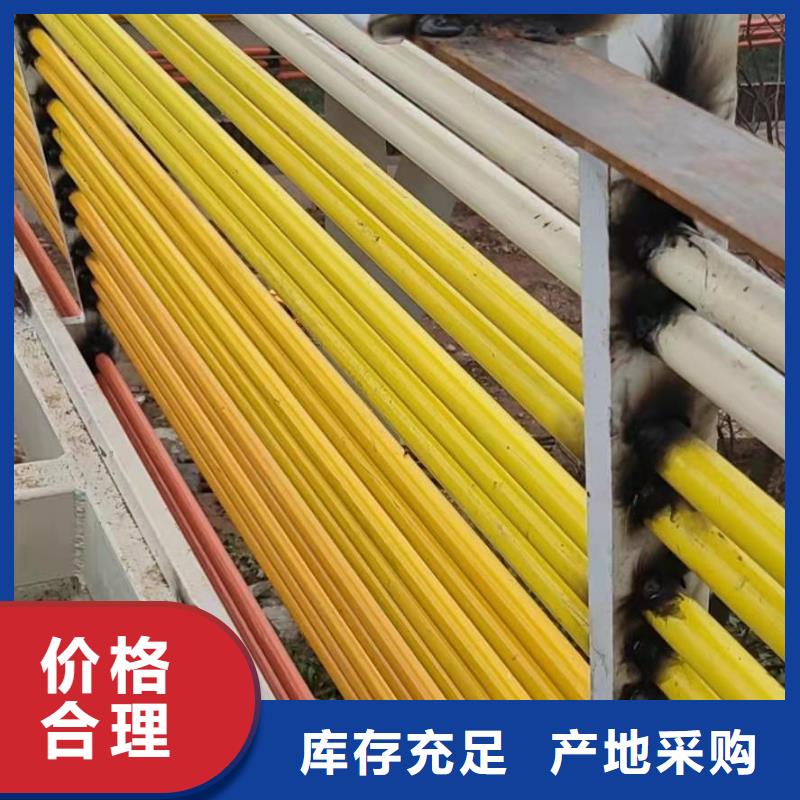


产品特点图

复合管护栏使用的不锈钢复合管焊接时可能会出现的问题?
不锈钢复合管的结构有其特殊性, 从结构上看, 不锈钢复合管(内衬) 层厚度在 1.0-3.0mm 左右, 碳钢基层在
2.0-50mm 左右, 复层比基层长出 1-3mm,不锈钢复合管的基层和复合层是通过内挤外压达到紧密接触而满足一
定的剪切强度要求,在两个接触面的空间还可能存在空气、水分和油污等杂质。
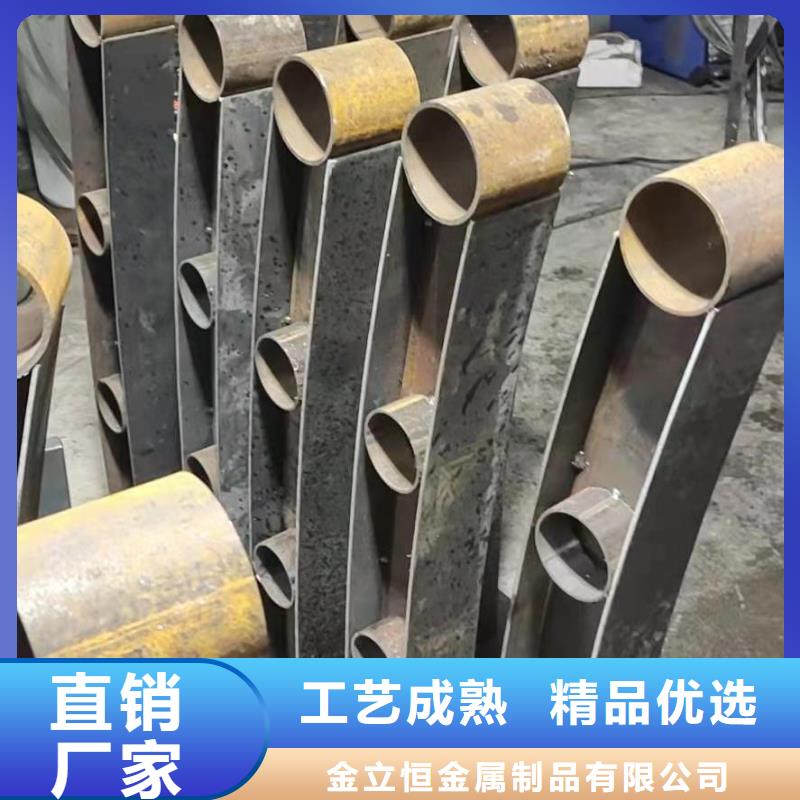
在现场不锈钢复合管封底焊时,由于不锈钢复合管内衬层厚度薄; 加上管子存在椭圆度, 用机加工去掉基层而保留
1-3mm 的内衬层难度很大; 不锈钢复合管焊接时内衬层极易烧穿。
不锈钢复合管焊接时基层与内衬层之间的杂质受热会分解为水蒸气和 CO2 气体, 在熔池内产生大量气体, 严重时
发生爆裂破坏熔池。
不锈钢复合管焊接的特殊性对焊工的要求也更高, 由于内衬不锈层薄, 使本来比较难焊接的不锈钢复合管操作更难
, 容易造成烧穿, 留有微小开放型缩口; 不锈钢层太薄,在基层碳钢焊接时,同样容易造成烧穿,从而造成不锈钢
复合管碳钢基层的加速腐蚀。
不锈钢复合管焊接结构的特殊性使焊接完成的不锈钢复合管检验也存在更大的困难,常规的复合板焊接, 可以先焊
基层, 待基层检验合格后焊接过渡层, 后焊接耐蚀层, 从焊接材料和工艺参数的选择容易保证耐蚀层的性能。而
不锈钢复合管由于内部空间小,接触介质的根部焊道必须先焊接, 该层焊道不可避免的受到多次加热,其耐蚀性受
到影响。
不锈钢复合管现场施工中不可能单独对不锈钢层进行检验, 而对全厚度的 X 射线检验又很难判断缺陷的具体位置。

适用范围


金立恒金属制品有限公司依靠数字化管理,可变换多种生产 河南焦作【热镀锌立柱】模式,能够高品质、率的解决大批量以及定制化生产要求。我们不断在 河南焦作【热镀锌立柱】领域探求,注重前沿科技、创新和 河南焦作【热镀锌立柱】产品研发,金立恒金属制品有限公司注入源源不绝的新鲜生命力;致力为广大客户提供高品质、多元化的专业 河南焦作【热镀锌立柱】产品和服务。金立恒金属制品有限公司成长的过程,就是服务客户和客户一起不断成功的过程。我们用心做好每一件事,满怀信心迎接每一次的挑战。




为什么选择我们

不锈钢复合管护栏焊接进程如果因液态缩短和凝聚缩短构成的体积缩短等于因外壳标准缩小所构成的体积减缩,则凝聚的外壳仍和内部液态金属紧密接触,不会产生缩孔。但是,由于合金的液态缩短和凝聚缩短超越硬壳的固态缩短,因此液体将与硬壳的顶面脱离。
顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属悉数凝聚后,在铸件上部就构成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。
以上对合金缩短规则的分析,仅涉及合金管成分、温度等本身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻挠,这种缩短称为安闲缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻挠而使缩短不能安闲进行,这时产生的缩短称为受阻缩短。受阻缩短率总小于安闲缩短率,阻力更大时将呈现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层--打底焊--过渡层--填充层--盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超越管壁厚度的10%,且应≤2mm.焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。
